در حوزه تولید آلومینیوم، قالبهای کاشت با مشخصات کم نقشی اساسی دارند. بهعنوان تامینکننده این قالبهای تخصصی، من از نزدیک شاهد جزئیات پیچیده و اجزای مهمی هستم که به عملکرد کارآمد آنها کمک میکند. یکی از این قطعات که اغلب مورد توجه قرار نمی گیرد، اما بسیار مهم است، پین اجکتور است. در این پست وبلاگ، من به عملکرد پین های اجکتور در قالب های کاشت با مشخصات کم می پردازم و اهمیت آنها را در فرآیند کلی تولید روشن می کنم.
آشنایی با قالب های کاشت با مشخصات پایین
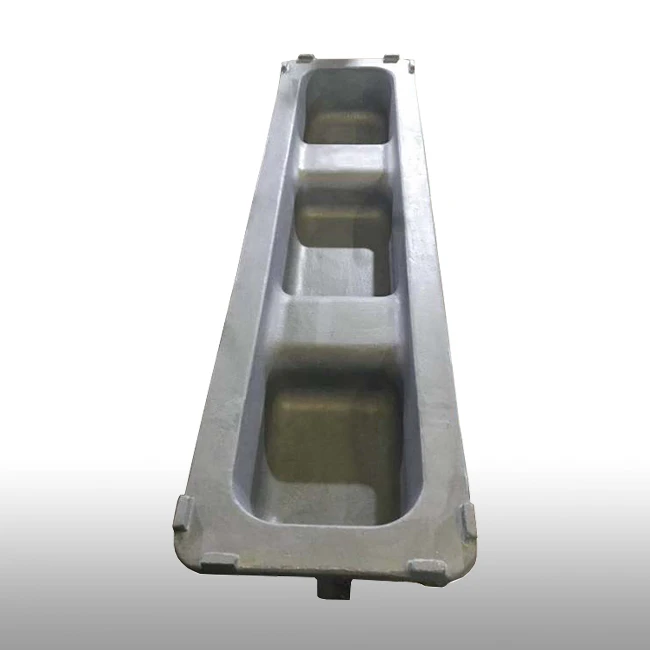
قبل از اینکه به نقش پینهای اجکتور بپردازیم، اجازه دهید به طور خلاصه بفهمیم که قالبهای کاشت کم مشخصات چیست. این قالبها برای تولید شمشهای کاشت، که بلوکهای مستطیلی بزرگ و مسطح فلزی، معمولاً آلومینیومی هستند، طراحی شدهاند. قالب های کاشت با مشخصات پایین با عمق نسبتاً کم آنها در مقایسه با همتایان با مشخصات بالا مشخص می شوند و آنها را برای نیازهای تولید خاص مناسب می کند. آنها به دلیل کارایی و کیفیت شمش که تولید می کنند در صنعت آلومینیوم کاربرد زیادی دارند.
شرکت ما طیف وسیعی از قالب های کاشت با مشخصات کم را ارائه می دهد، از جمله1000 پوند / 1200 پوند / 1500 پوند / 2000 پوند قالب کاشت با مشخصات پایین. این قالب ها با دقت ساخته شده اند تا عملکرد و دوام مطلوب را تضمین کنند. علاوه بر این، ما نیز ارائه می دهیم1200 پوند / 1500 پوند / 2000 پوند قالب کاشت با جیب چنگالبرای مشتریان با نیازهای مختلف و برای کسانی که به دنبال گزینه های شمش کوچکتر هستند، ما این کار را داریمقالب های شمش کوچک 7 - 9 کیلوگرمی.
اصول پایه های اجکتور
پین های اجکتور میله های باریک و استوانه ای هستند که از مواد با استحکام بالا مانند فولاد سخت شده ساخته شده اند. آنها بخشی جدایی ناپذیر از طراحی قالب هستند و به طور استراتژیک در قالب کاشت با مشخصات کم قرار می گیرند. هدف اصلی پین های اجکتوری تسهیل حذف شمش خروس جامد شده از حفره قالب پس از تکمیل فرآیند ریخته گری است.
عملکرد 1: خروج شمش
بارزترین و حیاتی ترین عملکرد پین های اجکتور بیرون انداختن شمش جامد شده از قالب است. پس از ریختن آلومینیوم مذاب در قالب کاشت کم پروفیل و اجازه خنک شدن و جامد شدن، شمش به دلیل عوامل مختلفی مانند کشش سطحی و جمع شدگی به دیوارههای حفره قالب میچسبد. بدون مکانیزم جهش مناسب، برداشتن شمش دست نخورده بسیار دشوار و حتی غیرممکن خواهد بود.
پین های اجکتور توسط یک سیستم جهش فعال می شوند که می تواند هیدرولیک، مکانیکی یا پنوماتیکی باشد. هنگامی که سیستم جهش فعال می شود، پین های اجکتور به داخل حفره قالب کشیده می شوند و به پایین یا طرفین شمش فشار می آورند. این نیرو بر چسبندگی بین شمش و قالب غلبه می کند و به شمش اجازه می دهد تا به آرامی خارج شود. این فرآیند برای حفظ یک چرخه تولید مداوم ضروری است، زیرا باعث می شود قالب به سرعت تخلیه شود و برای ریخته گری بعدی مجددا استفاده شود.
عملکرد 2: جلوگیری از آسیب شمش
یکی دیگر از عملکردهای مهم پین های اجکتور جلوگیری از آسیب دیدن شمش در طول فرآیند جهش است. اگر شمش به درستی خارج نشود، ممکن است ترک بخورد، بشکند یا تغییر شکل دهد. پین های اجکتور به گونه ای طراحی شده اند که نیروی بیرون را به طور مساوی در سطح شمش توزیع کنند. با اعمال یک نیروی یکنواخت، آنها خطر تمرکز تنش را که می تواند منجر به آسیب شود به حداقل می رساند.
به عنوان مثال، اگر یک شمش با یک نیروی بزرگ در یک نقطه به بیرون پرتاب شود، ممکن است باعث شود که شمش در امتداد ضعیف ترین نقاطش ترک بخورد. با این حال، هنگامی که از چندین پین اجکتور استفاده می شود، نیرو پخش می شود و اطمینان حاصل می شود که شمش به آرامی خارج می شود و در یک تکه باقی می ماند. این امر به ویژه در صنعت آلومینیوم اهمیت دارد، جایی که کیفیت شمش برای پردازش پایین دستی بسیار مهم است.
عملکرد 3: محافظت از قالب
پین های اجکتور نیز در محافظت از خود قالب کاشت با مشخصات کم نقش دارند. هنگامی که یک شمش برای مدت طولانی پس از انجماد در قالب باقی می ماند، می تواند باعث ساییدگی و پارگی دیواره های قالب شود. چسبندگی بین شمش و قالب می تواند منجر به سایش شود که ممکن است به سطح قالب آسیب برساند.
پین های اجکتور با بیرون انداختن سریع و کارآمد شمش، زمان تماس شمش با قالب را کاهش می دهند. این به جلوگیری از سایش بیش از حد و افزایش طول عمر قالب کمک می کند. علاوه بر این، اگر شمش به درستی خارج نشود و در قالب گیر کند، می تواند آسیب شدیدتری مانند ترک خوردن یا تاب برداشتن قالب ایجاد کند. پین های اجکتور با حصول اطمینان از یک روند پرتاب صاف و به موقع به جلوگیری از این مشکلات کمک می کند.
عملکرد 4: کنترل کیفیت
پین های اجکتور علاوه بر عملکرد مکانیکی خود می توانند به کنترل کیفیت در تولید شمش خروس کمک کنند. یکنواختی فرآیند جهش می تواند نشانگر کیفیت ریخته گری باشد. اگر شمش به آرامی و به طور یکنواخت خارج شود، نشان می دهد که فرآیند ریخته گری به درستی و با خنک سازی و انجماد مناسب انجام شده است.
از طرف دیگر، اگر مشکلاتی در جهش وجود داشته باشد، مانند جهش ناهموار یا جهش جزئی، ممکن است نشان دهنده مشکلات در فرآیند ریخته گری باشد. به عنوان مثال، اگر یک پین اجکتور نتواند به طور کامل امتداد یابد، ممکن است باعث شود شمش در قالب گیر کند یا با زاویه به بیرون پرتاب شود. این می تواند نشانه ای از نقص در سیستم تخلیه یا مشکل در طراحی قالب باشد. با نظارت بر فرآیند جهش، تولیدکنندگان می توانند این مسائل را زود تشخیص دهند و به آنها رسیدگی کنند و اطمینان حاصل کنند که کیفیت شمش ها بالا باقی می ماند.

ملاحظات طراحی برای پین های اجکتور در قالب های کاشت با مشخصات پایین
هنگام طراحی قالب های کاشت کم مشخصات با پین های اجکتوری، باید چندین فاکتور را در نظر گرفت. اولا، تعداد و محل قرارگیری پین های اجکتور بسیار مهم است. تعداد پین های اجکتور باید برای ارائه توزیع یکنواخت نیروی پرتاب کافی باشد، اما نه آنقدر زیاد که در فرآیند ریخته گری تداخل داشته باشند یا باعث پیچیدگی غیر ضروری در طراحی قالب شوند.
محل قرارگیری پین های اجکتور به شکل و اندازه شمش بستگی دارد. آنها باید در مناطقی قرار گیرند که شمش به احتمال زیاد به قالب بچسبد و نیرو به طور موثر اعمال شود. به عنوان مثال، در یک قالب کاشت با مشخصات کم، پینهای اجکتوری اغلب در گوشهها یا در امتداد لبههای شمش قرار میگیرند، زیرا این مناطقی هستند که چسبندگی معمولاً قویترین است.
در مرحله دوم، مواد و سطح پرداخت پین های اجکتور مهم است. پینهای اجکتور باید از مادهای ساخته شوند که بتواند در برابر دما و فشار بالا در فرآیند ریختهگری مقاومت کند. فولاد سخت شده به دلیل استحکام و دوام یک انتخاب رایج است. روکش سطح پین های اجکتور باید صاف باشد تا اصطکاک بین پین ها و شمش به حداقل برسد و فرآیند تخلیه صاف را تضمین کند.
تعمیر و نگهداری پین های اجکتور
نگهداری صحیح پین های اجکتور برای عملکرد بهینه آنها ضروری است. با گذشت زمان، پین های اجکتور به دلیل تماس مکرر با شمش و محیط پرفشار درون قالب می توانند فرسوده شوند. بازرسی منظم پین های اجکتور برای تشخیص هر گونه علائم سایش مانند تغییر شکل، ترک خوردگی یا خوردگی ضروری است.
اگر پین اجکتور فرسوده یا آسیب دیده تشخیص داده شد، باید فورا آن را تعویض کنید. عدم انجام این کار می تواند منجر به مشکلاتی در فرآیند پرتاب، مانند پرتاب ناهموار یا آسیب شمش شود. علاوه بر این، سیستم تخلیه باید به طور منظم نگهداری شود تا از عملکرد صحیح آن اطمینان حاصل شود. این شامل بررسی اجزای هیدرولیک، مکانیکی یا پنوماتیکی برای نشتی، روغن کاری مناسب و عملکرد صحیح است.
نتیجه گیری
در نتیجه، پین های اجکتور جزء حیاتی قالب های کاشت با مشخصات کم هستند. عملکرد آنها، از جمله تخلیه شمش، جلوگیری از آسیب شمش، حفاظت از قالب، و کنترل کیفیت، برای تولید کارآمد و با کیفیت بالا شمش کاشت آلومینیوم ضروری است. ما بهعنوان تامینکننده قالبهای کاشت با مشخصات پایین، اهمیت این اجزا را درک میکنیم و اطمینان میدهیم که قالبهای ما با پینهای اجکتوری با بالاترین کیفیت طراحی و تولید میشوند.
اگر در بازار قالب های کاشت پروفیل پایین هستید یا در مورد نقش پین های اجکتور در فرآیند ریخته گری سوالی دارید، توصیه می کنیم برای بحث دقیق با ما تماس بگیرید. تیم متخصص ما آماده است تا به شما در یافتن راه حل های قالب مناسب برای نیازهای تولیدی خاص شما کمک کند. این که آیا شما نیاز دارید1000 پوند / 1200 پوند / 1500 پوند / 2000 پوند قالب کاشت با مشخصات پایین،1200 پوند / 1500 پوند / 2000 پوند قالب کاشت با جیب چنگال، یاقالب های شمش کوچک 7 - 9 کیلوگرمی، ما اینجا هستیم تا کمک کنیم. بیایید با هم کار کنیم تا فرآیند تولید آلومینیوم شما را ارتقا دهیم.
مراجع
- کتابچه راهنمای ریخته گری آلومینیوم نوشته جان دو
- "طراحی و ساخت قالب" اثر جین اسمیت
- گزارش های صنعت در مورد تولید آلومینیوم و فناوری ریخته گری